数控刀具基础知识详解 现代制造业的核心利器

数控刀具作为数控机床(CNC)的关键执行部件,是现代高精度、高效率制造业的基石。其性能直接影响加工质量、效率和成本。本文将系统性地为您讲解数控刀具的基础知识,涵盖其定义、结构、材料、类型、选用与管理等核心内容。
一、数控刀具的定义与特点
数控刀具,即用于数控机床上的切削工具。与传统机床刀具相比,它具有以下显著特点:
- 高精度与高一致性:刀具本身制造精度高,且能通过数控系统实现精准定位和重复加工,确保批量产品尺寸稳定。
- 高刚性:为适应高速、大进给量的加工,刀杆和刀片结构设计刚性好,抗变形能力强。
- 高耐用度与可靠性:采用高性能材料与涂层,寿命长,换刀次数少,适合自动化生产。
- 标准化与模块化:刀柄(如BT、HSK、CAT)和刀片(如ISO标准)接口标准化,可实现快速换刀,刀杆系统模块化组合性强。
- 断屑性能好:刀片槽型设计专门用于控制切屑形状,防止缠绕,保障自动化加工安全。
二、数控刀具的基本结构
以最常用的可转位车刀和铣刀为例,其结构通常包括:
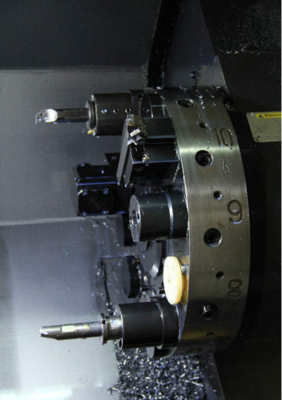
- 刀柄:刀具与机床主轴连接的部分,传递扭矩和轴向力。常见类型有锥柄(如7:24锥度的BT柄)和直柄(如HSK空心短锥柄)。
- 刀杆/刀盘:安装刀片的载体。车刀为刀杆,铣刀多为刀盘。
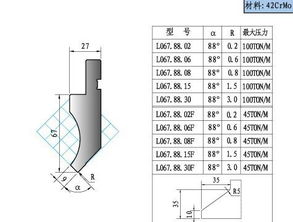
- 刀片:执行切削的核心部件,通常为可转位多边形(如菱形、方形、三角形)。刀片通过螺钉、杠杆或楔块等夹紧机构固定在刀杆上。
- 刀垫:置于刀片下方,起支撑、保护刀杆并确定刀片位置的作用。
三、数控刀具的材料
刀具材料的性能(硬度、耐磨性、韧性、热硬性)直接决定其应用范围。
- 高速钢(HSS):韧性好,可制造复杂刀具(如钻头、丝锥),但耐热性较差(约600°C),多用于低速加工。
- 硬质合金(钨钢):由WC、Co等粉末冶金制成,应用最广。具有良好的硬度、耐磨性和热硬性(800-1000°C)。通过调整钴含量和晶粒度,平衡韧性与硬度。
- 涂层硬质合金:在硬质合金基体上通过CVD或PVD工艺涂覆一层或多层(如TiN、TiCN、Al₂O₃、TiAlN)薄膜,显著提高表面硬度、耐磨性和抗氧化性,寿命可提高数倍。
- 陶瓷:主要成分为Al₂O₃或Si₃N₄,硬度高、耐热性好(1200°C以上),化学稳定性高,适用于高速精加工铸铁和淬硬钢,但脆性大。
- 立方氮化硼(CBN):硬度仅次于金刚石,热稳定性极佳,主要用于加工淬硬钢、冷硬铸铁等难加工材料。
- 聚晶金刚石(PCD):硬度最高,用于高速精加工有色金属(如铝、铜)和非金属材料,但不适合加工铁系金属。
四、主要数控刀具类型及应用
- 车削刀具:用于数控车床,加工回转体零件。常见有外圆车刀、内孔车刀、切槽刀、螺纹车刀等。刀片形状(主偏角)决定加工类型。
- 铣削刀具:用于数控铣床或加工中心,加工平面、曲面、槽等。种类繁多:
- 面铣刀:盘状,用于大平面粗、精加工。
- 立铣刀:圆柱形侧刃,用于侧面、台阶、型腔加工。有整体式和机夹式。
- 键槽铣刀、球头铣刀、T型槽铣刀等专用刀具。
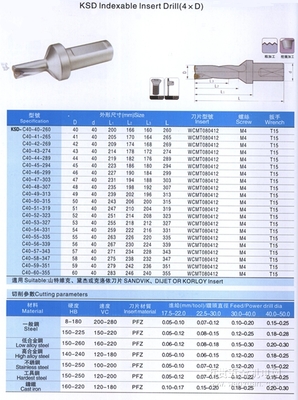
- 孔加工刀具:包括钻头、铰刀、镗刀等。数控加工中心常用U钻(可转位钻头)进行高效钻削。
- 复合刀具:将多个加工功能集成在一把刀上,一次走刀完成多道工序,极大提高效率。
五、数控刀具的选用原则
合理选刀是发挥数控机床效能的关键,需综合考虑以下因素:
- 被加工材料:材料硬度、韧性等决定刀具材料和槽型。例如,加工钢件选用P类(蓝色)硬质合金,不锈钢选用M类(黄色),铸铁选用K类(红色)。
- 加工性质:粗加工要求强韧性好的刀具和大进给槽型;精加工要求锋利、耐磨的刀具和光洁度高的槽型。
- 机床能力:考虑机床功率、刚性、主轴接口和最高转速,选择相匹配的刀柄和刀具规格。
- 加工工艺:根据工序(车、铣、钻、镗)、切削参数(切削速度、进给量、切深)选择刀具类型和几何角度。
- 成本效益:在满足加工要求的前提下,平衡刀具初始成本、耐用度、换刀时间和加工效率,追求单件加工成本最低。
六、数控刀具的管理与维护
- 刀具预调:使用对刀仪在机外预先测量刀具的半径和长度补偿值,输入数控系统,可大幅减少机床停机时间。
- 刀具管理:对于拥有大量刀具的加工中心或柔性制造系统(FMS),需采用刀具管理系统进行编码、存储、调度和寿命管理。
- 正确使用与维护:遵循推荐的切削参数,避免过载;使用后及时清洁、涂油防锈;刀片转位或更换时需确保夹紧牢固。
- 磨损与破损判断:监控切削声音、切屑形状、工件表面质量和机床负载,及时识别后刀面磨损、月牙洼磨损、崩刃等失效形式并更换刀具。
###
掌握数控刀具的基础知识,是进行高效、高质量数控编程与操作的前提。随着制造业向智能化、高速化、精密化发展,数控刀具技术也在不断进步,如智能刀具、自适应切削等新技术方兴未艾。在实际工作中,应结合具体加工条件,灵活运用这些基础知识,并积极关注行业前沿,才能让这把“工业牙齿”发挥出最大威力。
如若转载,请注明出处:http://www.rfaoi.com/product/1.html
更新时间:2026-07-31 08:05:38